分享至
分享至



根據(jù)工藝能力判斷合適的清潔驗證總有機碳TOC限值

觀察
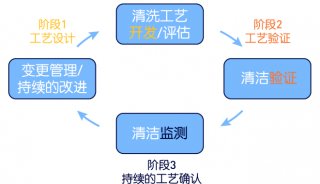
根據(jù)擦拭和淋洗樣品總有機碳(TOC)的歷史或當前數(shù)據(jù)而采用工藝能力方法,能夠證明清潔工藝及用于此工藝的限度是否可行、可實現(xiàn)、可檢驗。在下圖所示的工藝中,上下游過程都使用1ppmC的“默認”限值,此限值將用于確定工藝能力。但是,TOC樣品通常接近TOC方法的檢測限(LOD)或定量限(LOQ),因此最可行的方法是使用單側(cè)接受標準來顯示工藝能力。對于單側(cè)接受標準來說,工藝能力比率是Cnpk,而不是傳統(tǒng)的CpK方法。

評估限值
對于任何清潔工藝來說,要評估兩個清潔驗證關(guān)鍵性質(zhì)量屬性(TOC擦拭和淋洗樣品)的某個接受標準是否切實可行和可以實現(xiàn),通常對于特定的生產(chǎn)工藝,使用工藝能力指數(shù)。如果從工藝中采集的歷史或當前TOC數(shù)據(jù)滿足特定的工藝能力比率,則TOC與對特定工藝的當前接受標準,適用于清潔驗證。為表明這種判斷,請看以下例子,表現(xiàn)了使用這個特定的設(shè)備,對特定的生產(chǎn)工藝進行的清潔工藝的合適程度。
將評估以下TOC接受標準:
?
上下游TOC擦拭樣品:< 1 ppm C
?
上下游TOC淋洗樣品:< 1 ppm C
統(tǒng)計原理
要評估已建立的接受標準是否切實可行和可以實現(xiàn),需使用工藝能力指數(shù)。工藝能力指數(shù)旨在確定,考慮到已經(jīng)觀察到的當前與歷史上的TOC擦拭與淋洗數(shù)據(jù)的變化率,該清潔工藝是否能夠滿足此接受標準。為了判斷此方法是否合適,合適的工藝意味著,已建立的接受標準從統(tǒng)計學(xué)的角度來看,是合理的。合適的工藝是指能夠確保工藝能力指數(shù)大于或等于1.25的工藝。此特定比率與傳統(tǒng)的大1.33同,因為清潔驗證接受標準是單側(cè)規(guī)格1。
為了選擇工藝能力指數(shù)的正確計算方法,需同TOC擦拭和淋洗數(shù)據(jù)分布一起來考慮接受標準的類型(單側(cè)或雙側(cè))。如果TOC擦拭和淋洗接受標準<1.0 ppm C,則選用工藝能力指數(shù)以適用于單側(cè)規(guī)格。但是,評估TOC擦拭和淋洗數(shù)據(jù)的正態(tài)分布,很重要。通常來說,清潔驗證樣品的數(shù)據(jù)不是正態(tài)分布,因此建議進行數(shù)據(jù)轉(zhuǎn)換,以確定用于計算工藝能力指數(shù)的近似正態(tài)或百分比分布2。例如,用第二頁的原始數(shù)據(jù)表來確定直方圖和百分比分布。建議用MiniTab或SAS JMP等統(tǒng)計程序來確定直方圖和百分比分布。

確定TOC擦拭百分比分布
目前用于特定產(chǎn)品清潔過程的清潔驗證,使用對設(shè)備性能確認(PQ)或持續(xù)確認(定期監(jiān)測)和產(chǎn)品轉(zhuǎn)換所進行的整個清潔過程的TOC擦拭和淋洗數(shù)據(jù)。以上示例數(shù)據(jù)用直方圖形式來確定正態(tài)分布。如上表所示,數(shù)據(jù)顯示了同正態(tài)分布的明顯偏離。大部分數(shù)據(jù)非常接近方法的檢測限,因此將數(shù)據(jù)轉(zhuǎn)換為近似正態(tài)分布是不合理的。所以,TOC擦拭數(shù)據(jù)要求用百分比分布來計算工藝能力比率,百分比分布應(yīng)由統(tǒng)計程序來確定。
? //??
在此示例中,TOC擦拭數(shù)據(jù)的百分比分布確定了TOC擦拭數(shù)據(jù)的99.5%為0.8 ppm或800 ppb,TOC淋洗數(shù)據(jù)的百分比分布確定了TOC淋洗數(shù)據(jù)的99.5%為0.6 ppm或600 ppb。這些數(shù)值在用百分比分布來計算單側(cè)規(guī)格工藝能力指數(shù)時很重要。對于新的清潔工藝,可升級或更換現(xiàn)行方法,用TOC來驗證關(guān)鍵性的清潔工藝參數(shù)(TACT)。
確定擦拭和淋洗樣品的
TOC工藝能力
確定百分比分布之后,應(yīng)使用以下公式來確定TOC擦拭和淋洗樣品的工藝能力指數(shù)。對于單側(cè)規(guī)格(如清潔驗證應(yīng)用中的規(guī)格),指數(shù)計算公式為:CnpK?=(USL - 中位數(shù))/(p(0.995) - 中數(shù))
其中:
?
Cnpk=非參數(shù)工藝能力指數(shù)
?
USL=Upper Specification Limit, TOC清潔驗證擦拭和淋洗樣品的規(guī)格上限值
?
中位數(shù)=樣品的50%百分比分布。由于TOC數(shù)據(jù)的50%非常接近檢測限,因而TOC樣品的中位數(shù)通常為0.1 ppm,或者0與檢測限的中點值。
?
p (0.995)=數(shù)據(jù)的 99.5 %
可以用此計算方法和相應(yīng)的百分比分布(擦拭:0.8 ppm;淋洗:0.6 ppm)來計算工藝能力(Cnpk)
如下:TOC擦拭:Cnpk=1.4;TOC淋洗:Cnpk=1.8
單側(cè)接受標準的合格工藝是指能力指數(shù)大于或等1.25的工藝,這表明清潔驗證工藝及其關(guān)鍵性參數(shù)(時間、攪拌/速度、濃度、溫度)能夠滿足TOC擦拭和淋洗所收集樣品的<1 ppm 的標準。
參考文獻
1. Montgomery, D.C., (1991). Introduction to?Statistical Quality Control, 統(tǒng)計質(zhì)量控制入門,?John Wiley and Sons; New York, New York, 第373頁
2. NIST/SEMATECH e-Handbook of Statistical?Methods, 統(tǒng)計方法手冊, 第6.1.6節(jié), What is?Process Capability? 什 么 是 工 藝 能 力 ?http://www.itl.nist.gove/div898/handbook/index.htm
◆?◆?◆
聯(lián)系我們,了解更多!
400?887 8280
sievers.china@suez.com
cn.sieversinstruments.com